
资讯中心
您现在的位置是:首页 > 资讯中心
纺丝组件、计量泵和熔体过滤器的清洗
发表日期:2020-04-15 点击次数: 1689
纺丝组件、计量泵和熔体过滤器在使用一定时间后,均会被脏物堵塞,纺丝组件的压力以及进出熔体过滤器的压差上升,故需切换清洗后,才能重新使用。清洗主要是用物理、化学的方法,将粘附的聚酯在高温下煅烧、溶解、氧化或水解除去,再进行水洗、碱(酸)洗和超声波清洗。
一、煅烧法和水蒸气保护煅烧法
煅烧法是用耐火材料砌成炉膛,采用电热棒加热,用白金电阻或热电偶温度计控制和指示温度。煅烧时,将被清洗物放入炉内,在400~450℃,煅烧约6h后,除去灰尘即可。清洗喷丝板时,则再用酒精清洗、压缩空气吹干,镜检合格后备用。本法简单易行,但劳动条件差,不易清洗干净,组件等被清洗物易烧坏变形。因此,目前已逐步被其他清洗方法取代。为防止煅烧时,超过规定温度而起火,损坏被清洗物,采用过热蒸气喷淋的方法,使整个煅烧炉内不出现明火,这就是水蒸汽保护煅烧法。
煅烧法具有以下特点:(1)清洁效率较差,处理周期6~10h,甚至更长,煅烧时很难除尽碳的残渣,这样就会增加后道补充清洁的要求;(2)设备投资费用对于碳钢结构的较低,其运行费用属低或中等;(3)环境保护差,大量废气发散污染空气,炭黑粘附室内墙壁机具,恶化环境;(4)应用范围最广,对所有的高聚物几乎都能采用煅烧处理;(5)对组件有损伤,由于煅烧炉内的工况不规律,产生明火时对其温度控制困难,会导致组件的过热,伴随着产生变形和损伤,甚至使喷丝板微孔处产生金相结构的破坏与腐蚀。
二、盐浴法
该法是将纺丝组件、计量泵、熔体过滤器在温度为250~350℃分解炉内燃烧1~3h,再放入盐浴中清洗。盐浴是由亚硝酸钠、硝酸钠和苛性钠组成的溶液。高温时,硝酸钠产生氧化能力较强的活性氧,将聚酯氧化分解成二氧化碳和水。它的清洗条件如下。
1分解炉工艺条件
煅烧纺丝组件:350±10℃,3±20h;
煅烧计量泵:250±10℃,1±0.1h;
煅烧熔体过滤器滤芯:350±10℃,3±20h。
2盐浴的组成和清洗条件
组成:45%(重量)硝酸钠,45%(重量)亚硝酸钠,10%(重量)氢氧化钠;
清洗温度:410±5℃,时间:1±0.02h。
3盐浴清洗后的工序
①喷丝板:盐浴洗→热水洗→酸洗→热水洗→盐浴洗→热水洗→酸洗→热水洗→盐浴洗→热水洗→酸洗→热水洗;
②纺丝组件:盐浴洗→热水洗→碱洗→热水洗→酸洗→热水洗;
⑧纺丝计量泵:盐浴洗→空气中冷却90min→热水洗;
④熔体过滤器滤芯:盐浴洗→热水洗→碱洗→热水洗→超声波洗→热水洗。
4盐浴清洗后各工序的工艺条件
热水洗:温度90±5℃,时间5±1min;
碱洗:温度90±1℃,时间10±1min;
热水洗:温度60±5℃,时间3+lmin;
酸洗:温度20+5℃,时间2±0.5min。
盐浴法清洗效果好、成本低,但清洗物表面的氧化膜会逐步被锈蚀,亚硝酸盐腐蚀设备,并对人体有害。
盐浴法的特点为:(1)清洁效率高,快速的热量传递能达到最短的清洗时间;(2)基建投资中等,运行费用最高。除非是长期停车,盐浴平常需供给热源,每清洁1kg高聚物要耗用2kg盐类,盐的残渣处理需要附加费用,在处理完毕后还要补充后清洗,整个系统维护费用高;(3)对环境保护不利,因为废气中混有无机盐的蒸发气体,通常需经淋洗,但不能达到清洁空气标准的规定,且系统里还有一定数量的固体废物;(4)应用范围广,可以清洗各种高聚物;(5)对组件损伤较大,大多数部件在盐浴处理后,在冷水中快速冷却,以便除去剩余的盐分,由于复杂结构的零部件会因热冲击而开裂或产生内应力,易使焊接点腐蚀开裂,尤其在过滤器中表现较严重。
三、三甘醇法
三甘醇(TEG)清洗法具有温度低、安全、无毒、清洗效果好、对设备无损坏等特点,它尤其适用于熔体过滤器滤芯的清洗,是目前世界上广泛采用的清洗方法之一。它是利用在三甘醇沸点时(常压时,为285℃)聚酯能被三甘醇溶解的原理达到清洗目的。清洗步骤是将被清洗物放入有加热系统的三甘醇槽内,从室温升至265±5℃,保温约6h,再让其自然冷却到约100℃。取出被清洗物,放入95℃左右的热水槽中清洗约20min,再在温度为60~70℃的10%NaOH溶液中浸12h后,用热水清热。若是喷丝板和熔体过滤器滤芯,则要求进行超声波清洗,清洗介质为温度60~70℃的纯水,清洗时间15~20min(过滤器滤芯须1~2h),最后用压缩空气吹干。
本法可省去酸洗,清洗后的喷丝板光泽明亮、对喷丝孔的损伤小,有利于延长喷丝板、计量泵、齿轮泵和过滤器滤芯的使用寿命。本法缺点为成本高,约为盐浴法的6~7倍;无法清除TiO2凝聚粒子。但若在清洗时加上强还原剂,使TIO2还原成低价的钛,可达到使其溶解而被除去的目的。这时,可省去超声波清洗,并可使清洗后的熔体过滤器滤芯的使用寿命延长1倍以上。
三甘醇清洗法,属于溶剂法,它的特点为:(1)清洁周期长需6~2h,清洁工序较多;(2)基建与设备投资高,溶剂清洗罐及其溶剂回收的费用是各种方法中成本最高的。其运行费用也高,三甘醇类溶剂价格较贵,按现代的规范还要求支付高昂的废物处理费用;(3)环境保护难,三甘醇残渣对人体有害,要集中专门处理;(4)对组件的损伤较小,一般溶剂的工作温度低于315℃,对金属组件不起化学反应,是各种方法中对组件、喷丝板损伤最小的方式,它特别适用于熔体过滤器滤芯的清洗。
四、高温水解法
该法是利用聚酯在高温下易水解和碱解生成低分子物,达到被除去之目的。它是将被清洗物置于高压釜内,通入0.3~0.6MPa的蒸汽,温度约为130~160℃,时间为2~8h。在高压釜内,若添加少量NaOH,则可缩短清洗时间。此后,被清洗物再经与三甘醇法相似的清洗(即水洗、碱洗、超声波洗等)即可。本法的优点是成本比三甘醇法低;但需要高压釜,TiO2凝聚粒子不能被除去。
五、三氧化铝流动床法
它是将被清洗物放入清洗炉内,用压缩空气吹动经电加热的三氧化铝微小粒子,使炉内形成一个温度均匀的浴床,被清洗物件上的聚酯、油污和有机物等迅速高温分解,达到清洗之目的。
1、清洗炉结构
清洗炉结构如图12-1所示,炉膛外壁用电阻丝加热,底部装有气体分配板,分配板上均布着小气帽,下方设有气帽风室,压缩空气由此进入。废气从炉膛上部侧向排风道排出。炉顶装有盖子,被清洗物体放在吊篮内,炉口靠组件及盖子的自重封闭,以防止介质的飞溅及废气的泄漏。
 2、清洗条件的选择
2、清洗条件的选择
(1)三氧化铝清洗介质:最好粒径为φ0.1~0.15mm,由30%α和70%γ型组成的实心氧化铝颗粒。这种介质对被清洗物的磨损最小,且控温效果好。粒径和堆积密度较小的介质不但有利于流化,而且节约能量;但为避免介质嵌入喷丝孔内,选用的粒径应远小于孔径;而过细的介质(如粉状)因粘附力大,易产生沟流、腾涌现象,不利于热的传导,故应综合考虑。
(2)清洗温度和时间:由实验得知,炉温为470℃时的清洗时间比450℃时可缩短5~6h。温度愈高,则清洗时间愈短。但温度升高到一定程度,清洗时间近于平衡。如温度从470℃增加到5lO℃,清洗时间仅缩短1~2h。此外,当清洗温度低于430℃时,即使延长清洗时间,也达不到良好的清洗效果,所以一般温度选择在470~480℃。
(3)气体流量:清洗效果除与上述因素有关外,还与流化床内的热交换速度及聚合物的分解物是否完全排净等因素有关,这些因素又主要决定流化床内气体流量。当气体流量增加时,气体传热速度增快。传热速度愈快,被清洗组件与炉温达到平衡的时间也愈短,分解物便能迅速排出。但气体流量不能过大或过小。过大,热量损耗大,且在外壁加热温度相同时,达到平衡的中心温度偏低;而过小,热交换效果差。一般气体流量在8~10m3/h为宜。在气体流量恒定时,其压力对流化质量无明显影响。
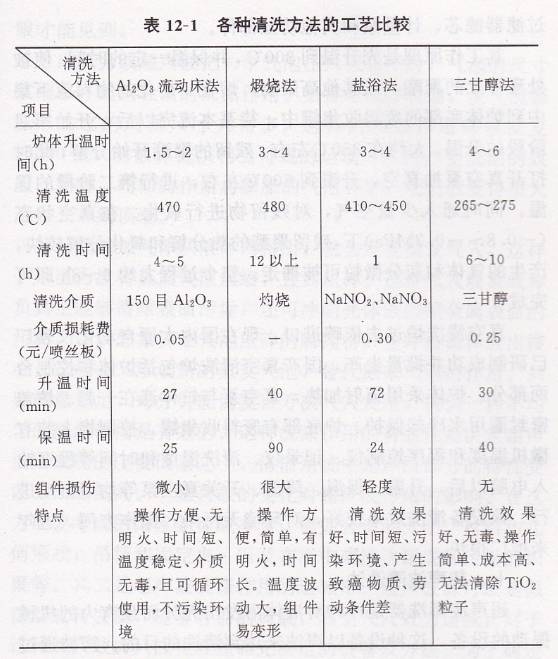
上述各种清洗方法的工艺比较如表12-1所示。
六、真空清洗法
真空清洗法又称真空高温分解法或真空煅烧法。它吸收了煅烧法最简便、不需要任何溶剂和辅助材料的优点,克服了煅烧法在空气中煅烧处理喷丝板不易干净和产生明火导致被处理件退火变形的缺点,是近年来发展起来的一种新型处理方法。它特别适用于处理异形、细旦等喷丝板,亦可处理过滤器滤芯、计量泵和其他纺丝部件。
其工作原理是先升温到300℃,并保温一定的时间,使被处理件上的聚酯(或其他高聚物)熔化。熔化的物料流下集中到炉体底部的废料收集罐中。待基本流完以后,开始第二阶段的升温。大约在350℃左右,残留的聚酯开始分解,此时打开真空泵抽真空,升温到500℃左右,进行第二阶段的保温。同时通入少量空气,对残留物进行氧化。在真空状态(-0.8~-0.7MPa)下,残留聚酯的热分解和氧化分解较快,产生的气体和灰分微粒可被抽走。整个过程大约6~8h即可完成。
真空清洗炉过去依赖进口,现在国内太原自动化仪表厂已研制成功并批量生产。国产真空清洗炉包括炉体和控制台两部分。炉体采用辐射加热,真空泵与炉体连在一起。炉盖密封圈用水冷却保护。炉底部有废料收集罐。控制柜上装有微机温度和程序控制仪、记录仪。清洗温度和时间等程序输入电脑以后,升温、保温、降温、开关真空泵等均可自动进行。该设备清洗效果较好,对环境无污染,操作方便,近年来推广很快。
一、煅烧法和水蒸气保护煅烧法
煅烧法是用耐火材料砌成炉膛,采用电热棒加热,用白金电阻或热电偶温度计控制和指示温度。煅烧时,将被清洗物放入炉内,在400~450℃,煅烧约6h后,除去灰尘即可。清洗喷丝板时,则再用酒精清洗、压缩空气吹干,镜检合格后备用。本法简单易行,但劳动条件差,不易清洗干净,组件等被清洗物易烧坏变形。因此,目前已逐步被其他清洗方法取代。为防止煅烧时,超过规定温度而起火,损坏被清洗物,采用过热蒸气喷淋的方法,使整个煅烧炉内不出现明火,这就是水蒸汽保护煅烧法。
煅烧法具有以下特点:(1)清洁效率较差,处理周期6~10h,甚至更长,煅烧时很难除尽碳的残渣,这样就会增加后道补充清洁的要求;(2)设备投资费用对于碳钢结构的较低,其运行费用属低或中等;(3)环境保护差,大量废气发散污染空气,炭黑粘附室内墙壁机具,恶化环境;(4)应用范围最广,对所有的高聚物几乎都能采用煅烧处理;(5)对组件有损伤,由于煅烧炉内的工况不规律,产生明火时对其温度控制困难,会导致组件的过热,伴随着产生变形和损伤,甚至使喷丝板微孔处产生金相结构的破坏与腐蚀。
二、盐浴法
该法是将纺丝组件、计量泵、熔体过滤器在温度为250~350℃分解炉内燃烧1~3h,再放入盐浴中清洗。盐浴是由亚硝酸钠、硝酸钠和苛性钠组成的溶液。高温时,硝酸钠产生氧化能力较强的活性氧,将聚酯氧化分解成二氧化碳和水。它的清洗条件如下。
1分解炉工艺条件
煅烧纺丝组件:350±10℃,3±20h;
煅烧计量泵:250±10℃,1±0.1h;
煅烧熔体过滤器滤芯:350±10℃,3±20h。
2盐浴的组成和清洗条件
组成:45%(重量)硝酸钠,45%(重量)亚硝酸钠,10%(重量)氢氧化钠;
清洗温度:410±5℃,时间:1±0.02h。
3盐浴清洗后的工序
①喷丝板:盐浴洗→热水洗→酸洗→热水洗→盐浴洗→热水洗→酸洗→热水洗→盐浴洗→热水洗→酸洗→热水洗;
②纺丝组件:盐浴洗→热水洗→碱洗→热水洗→酸洗→热水洗;
⑧纺丝计量泵:盐浴洗→空气中冷却90min→热水洗;
④熔体过滤器滤芯:盐浴洗→热水洗→碱洗→热水洗→超声波洗→热水洗。
4盐浴清洗后各工序的工艺条件
热水洗:温度90±5℃,时间5±1min;
碱洗:温度90±1℃,时间10±1min;
热水洗:温度60±5℃,时间3+lmin;
酸洗:温度20+5℃,时间2±0.5min。
盐浴法清洗效果好、成本低,但清洗物表面的氧化膜会逐步被锈蚀,亚硝酸盐腐蚀设备,并对人体有害。
盐浴法的特点为:(1)清洁效率高,快速的热量传递能达到最短的清洗时间;(2)基建投资中等,运行费用最高。除非是长期停车,盐浴平常需供给热源,每清洁1kg高聚物要耗用2kg盐类,盐的残渣处理需要附加费用,在处理完毕后还要补充后清洗,整个系统维护费用高;(3)对环境保护不利,因为废气中混有无机盐的蒸发气体,通常需经淋洗,但不能达到清洁空气标准的规定,且系统里还有一定数量的固体废物;(4)应用范围广,可以清洗各种高聚物;(5)对组件损伤较大,大多数部件在盐浴处理后,在冷水中快速冷却,以便除去剩余的盐分,由于复杂结构的零部件会因热冲击而开裂或产生内应力,易使焊接点腐蚀开裂,尤其在过滤器中表现较严重。
三、三甘醇法
三甘醇(TEG)清洗法具有温度低、安全、无毒、清洗效果好、对设备无损坏等特点,它尤其适用于熔体过滤器滤芯的清洗,是目前世界上广泛采用的清洗方法之一。它是利用在三甘醇沸点时(常压时,为285℃)聚酯能被三甘醇溶解的原理达到清洗目的。清洗步骤是将被清洗物放入有加热系统的三甘醇槽内,从室温升至265±5℃,保温约6h,再让其自然冷却到约100℃。取出被清洗物,放入95℃左右的热水槽中清洗约20min,再在温度为60~70℃的10%NaOH溶液中浸12h后,用热水清热。若是喷丝板和熔体过滤器滤芯,则要求进行超声波清洗,清洗介质为温度60~70℃的纯水,清洗时间15~20min(过滤器滤芯须1~2h),最后用压缩空气吹干。
本法可省去酸洗,清洗后的喷丝板光泽明亮、对喷丝孔的损伤小,有利于延长喷丝板、计量泵、齿轮泵和过滤器滤芯的使用寿命。本法缺点为成本高,约为盐浴法的6~7倍;无法清除TiO2凝聚粒子。但若在清洗时加上强还原剂,使TIO2还原成低价的钛,可达到使其溶解而被除去的目的。这时,可省去超声波清洗,并可使清洗后的熔体过滤器滤芯的使用寿命延长1倍以上。
三甘醇清洗法,属于溶剂法,它的特点为:(1)清洁周期长需6~2h,清洁工序较多;(2)基建与设备投资高,溶剂清洗罐及其溶剂回收的费用是各种方法中成本最高的。其运行费用也高,三甘醇类溶剂价格较贵,按现代的规范还要求支付高昂的废物处理费用;(3)环境保护难,三甘醇残渣对人体有害,要集中专门处理;(4)对组件的损伤较小,一般溶剂的工作温度低于315℃,对金属组件不起化学反应,是各种方法中对组件、喷丝板损伤最小的方式,它特别适用于熔体过滤器滤芯的清洗。
四、高温水解法
该法是利用聚酯在高温下易水解和碱解生成低分子物,达到被除去之目的。它是将被清洗物置于高压釜内,通入0.3~0.6MPa的蒸汽,温度约为130~160℃,时间为2~8h。在高压釜内,若添加少量NaOH,则可缩短清洗时间。此后,被清洗物再经与三甘醇法相似的清洗(即水洗、碱洗、超声波洗等)即可。本法的优点是成本比三甘醇法低;但需要高压釜,TiO2凝聚粒子不能被除去。
五、三氧化铝流动床法
它是将被清洗物放入清洗炉内,用压缩空气吹动经电加热的三氧化铝微小粒子,使炉内形成一个温度均匀的浴床,被清洗物件上的聚酯、油污和有机物等迅速高温分解,达到清洗之目的。
1、清洗炉结构
清洗炉结构如图12-1所示,炉膛外壁用电阻丝加热,底部装有气体分配板,分配板上均布着小气帽,下方设有气帽风室,压缩空气由此进入。废气从炉膛上部侧向排风道排出。炉顶装有盖子,被清洗物体放在吊篮内,炉口靠组件及盖子的自重封闭,以防止介质的飞溅及废气的泄漏。
(1)三氧化铝清洗介质:最好粒径为φ0.1~0.15mm,由30%α和70%γ型组成的实心氧化铝颗粒。这种介质对被清洗物的磨损最小,且控温效果好。粒径和堆积密度较小的介质不但有利于流化,而且节约能量;但为避免介质嵌入喷丝孔内,选用的粒径应远小于孔径;而过细的介质(如粉状)因粘附力大,易产生沟流、腾涌现象,不利于热的传导,故应综合考虑。
(2)清洗温度和时间:由实验得知,炉温为470℃时的清洗时间比450℃时可缩短5~6h。温度愈高,则清洗时间愈短。但温度升高到一定程度,清洗时间近于平衡。如温度从470℃增加到5lO℃,清洗时间仅缩短1~2h。此外,当清洗温度低于430℃时,即使延长清洗时间,也达不到良好的清洗效果,所以一般温度选择在470~480℃。
(3)气体流量:清洗效果除与上述因素有关外,还与流化床内的热交换速度及聚合物的分解物是否完全排净等因素有关,这些因素又主要决定流化床内气体流量。当气体流量增加时,气体传热速度增快。传热速度愈快,被清洗组件与炉温达到平衡的时间也愈短,分解物便能迅速排出。但气体流量不能过大或过小。过大,热量损耗大,且在外壁加热温度相同时,达到平衡的中心温度偏低;而过小,热交换效果差。一般气体流量在8~10m3/h为宜。在气体流量恒定时,其压力对流化质量无明显影响。
上述各种清洗方法的工艺比较如表12-1所示。
六、真空清洗法
真空清洗法又称真空高温分解法或真空煅烧法。它吸收了煅烧法最简便、不需要任何溶剂和辅助材料的优点,克服了煅烧法在空气中煅烧处理喷丝板不易干净和产生明火导致被处理件退火变形的缺点,是近年来发展起来的一种新型处理方法。它特别适用于处理异形、细旦等喷丝板,亦可处理过滤器滤芯、计量泵和其他纺丝部件。
其工作原理是先升温到300℃,并保温一定的时间,使被处理件上的聚酯(或其他高聚物)熔化。熔化的物料流下集中到炉体底部的废料收集罐中。待基本流完以后,开始第二阶段的升温。大约在350℃左右,残留的聚酯开始分解,此时打开真空泵抽真空,升温到500℃左右,进行第二阶段的保温。同时通入少量空气,对残留物进行氧化。在真空状态(-0.8~-0.7MPa)下,残留聚酯的热分解和氧化分解较快,产生的气体和灰分微粒可被抽走。整个过程大约6~8h即可完成。
真空清洗炉过去依赖进口,现在国内太原自动化仪表厂已研制成功并批量生产。国产真空清洗炉包括炉体和控制台两部分。炉体采用辐射加热,真空泵与炉体连在一起。炉盖密封圈用水冷却保护。炉底部有废料收集罐。控制柜上装有微机温度和程序控制仪、记录仪。清洗温度和时间等程序输入电脑以后,升温、保温、降温、开关真空泵等均可自动进行。该设备清洗效果较好,对环境无污染,操作方便,近年来推广很快。